引張・曲げ試験の試験片作製方法
引張試験
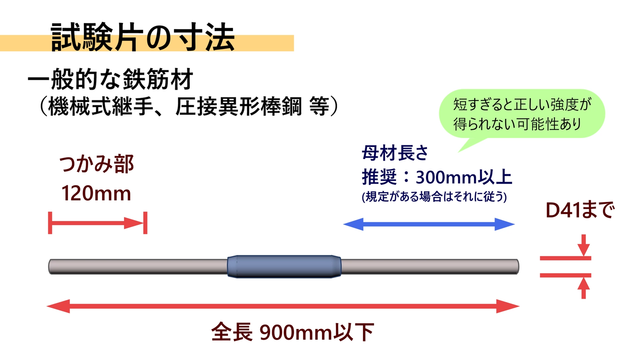
試験片の寸法
- 一般的な鉄筋材の場合、最大D41 (直径41 mm) まで試験可能です。
- 長さは、全長が900 mm以下になるように加工してください。
- つかみ部は、両端120 mmずつ必要です。
- 母材長さは、なるべく300 mm以上確保してください。
- 母材が短すぎると、正しい強度が得られない可能性があります。
- 寸法が規定されている等の理由で、上記の加工が不可能な場合はご相談ください。
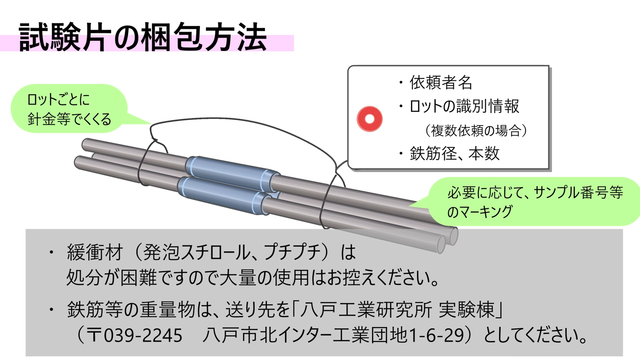
試験片の梱包方法
- 引張試験の鉄筋は、ロットごとに針金等で括ってください。
- 試験結果を1本ずつ区別する場合などは、必要に応じてマーキングしてください。
- 取り違え防止のため、試験片に荷札を取り付けてください。
- 荷札には依頼者名、鉄筋、本数を記入してください。
- その他、ロット識別情報(現場名、規格等)があれば合わせて記入してください。
- 大量の緩衝材は処分が困難ですので、なるべく簡素な梱包としてください。
- 鉄筋等の重量物の送り先は、八戸工業研究所 実験棟(〒039-2245 八戸市北インター工業団地一丁目6-29)
としてください。
曲げ試験
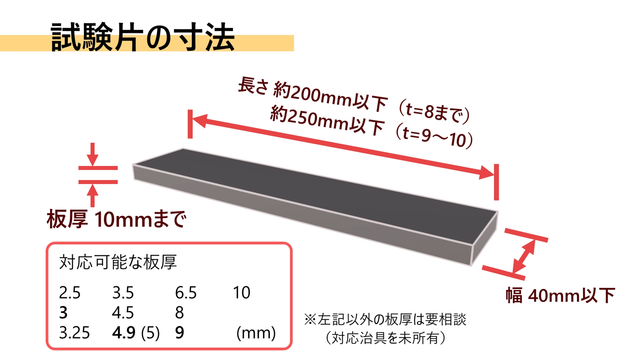
試験片の寸法
- 試験片幅は、40mm以下です。
- 試験片長さは、試験片厚さ8mm以下なら全長200mm以下、厚さ9mm~10mmなら、250mm以下です。
- 試験片厚さは、上記赤枠内のリストにあれば試験可能です。(最大10mmまで)
- その他の板厚は、対応する曲げ治具が無いため要相談となります。
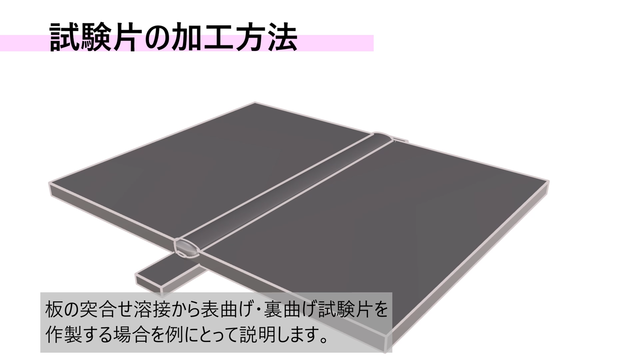
試験片の加工方法
板の突合せ溶接から、表曲げ・裏曲げ試験片を作製する場合を例にとります。
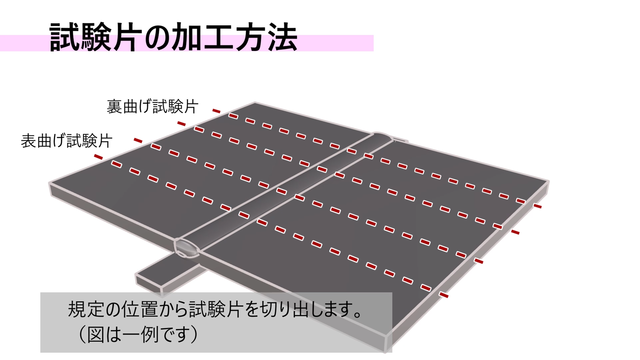
まず、規定の位置がある場合はそれに従い、試験片を切り出します。
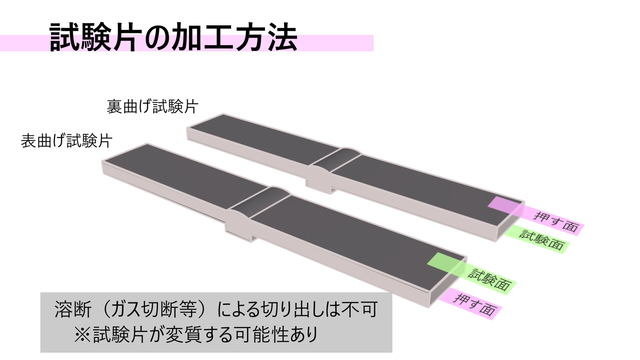
- ガス切断は、試験片が熱で変質する可能性があるので、使わないでください。
- 機械加工(のこぎり切断やミーリング)によって切り出してください。
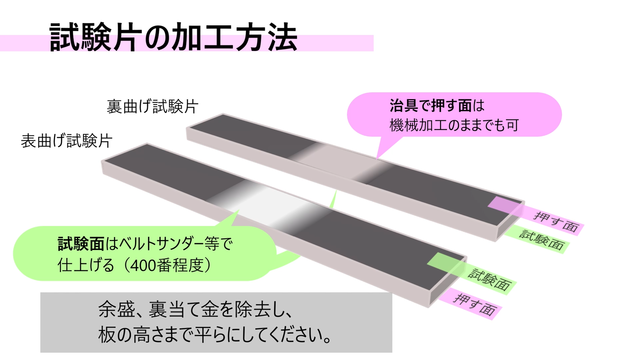
- 余盛や裏当て金を除去し、板の高さまで平らにしてください。
- 治具で押す面は、平らになっていれば、機械加工のままで構いません。
- 試験面は、ベルトサンダーなどで400番程度まで磨いてください。
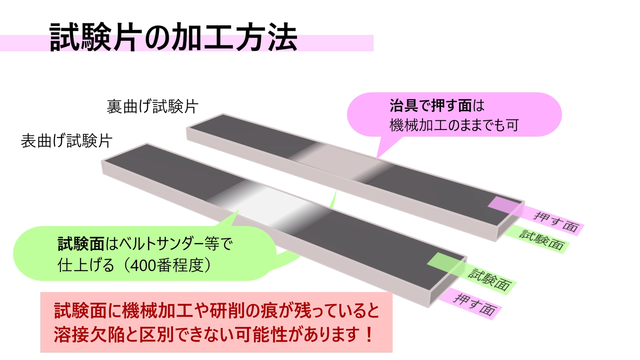
- 試験面に機械加工や研削によるきずが残っていると、曲げたときに溶接欠陥と区別できない可能性があるため、きずを残さないよう注意してください。
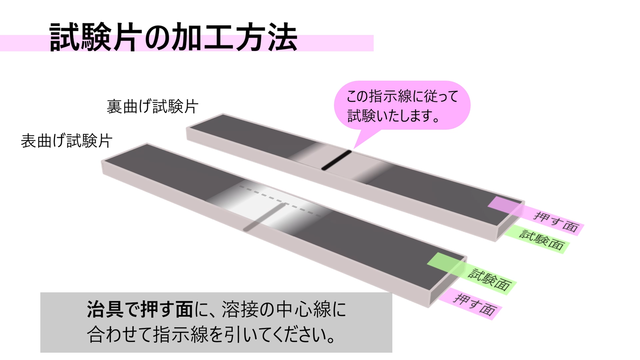
- 治具で押す面に、溶接の中心線に合わせて指示線を引いてください。
- この指示線に従って試験しますので、中心からずれないように引いてください。
(指示線がずれていると曲げる際に試験片が横滑りする可能性があります)
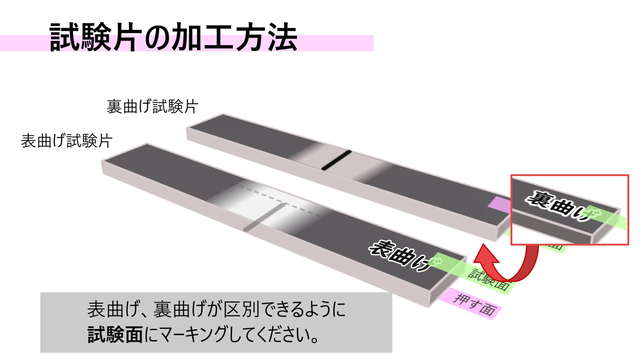
表曲げと裏曲げが区別できるように、試験面にマーキングしてください。
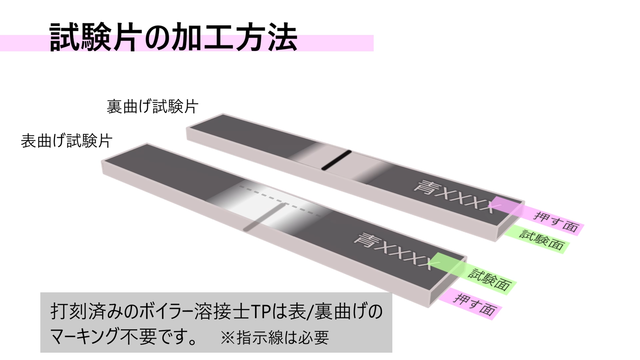
- なお、刻印が打たれたボイラー溶接士免許更新用テストピースは、表・裏曲げのマーキング不要です。
- ただし、指示線は必ず引いてください。
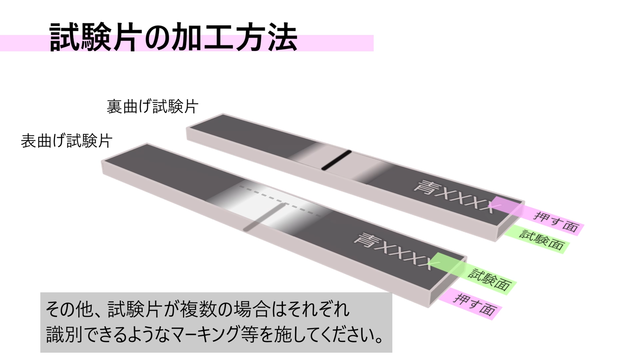
- また、試験片が複数ある場合は、それぞれ識別できるようにマーキングしてください。
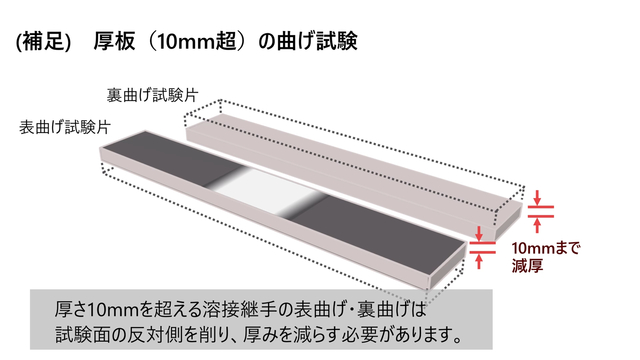
補足
厚さ10 mmを超える継手の表・裏曲げは、厚さを10 mmまで減らす必要があります。
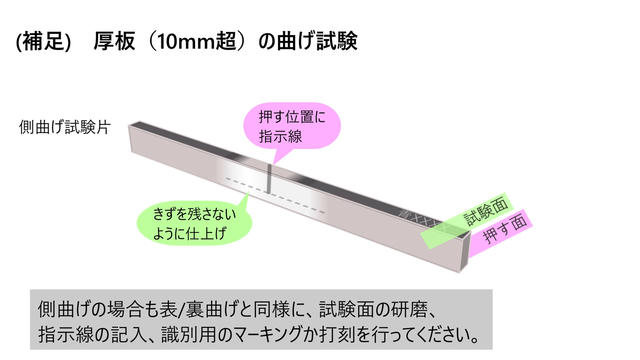
側曲げ試験片については、表・裏曲げと同様に、試験面の研磨、指示線の記入、識別用のマーキングか打刻を行ってください。